L’attenzione primaria anche per questi raccordi che possono sembrare standardizzati è concentrata su alcuni fattori principali, in primo luogo il processo di fabbricazione che deve essere sempre controllato e in grado di replicare i risultati, e di seguito i materiali che a secondo del campo di applicazione vengono selezionati tra le migliori materie prime.
Questi due fattori non indifferenti vanno abbinati tra loro attraverso un altro componente fondamentale che sono le persone preparate presenti nell’azienda e che mettono in gioco la loro grande esperienza per poter fornire sul mercato il miglior prodotto possibile.
Ma andiamo ad analizzare in maniera ordinata in cosa INTERTUBI può fare la differenza per il mercato.
A quali standard fare riferimento e le misure disponibili
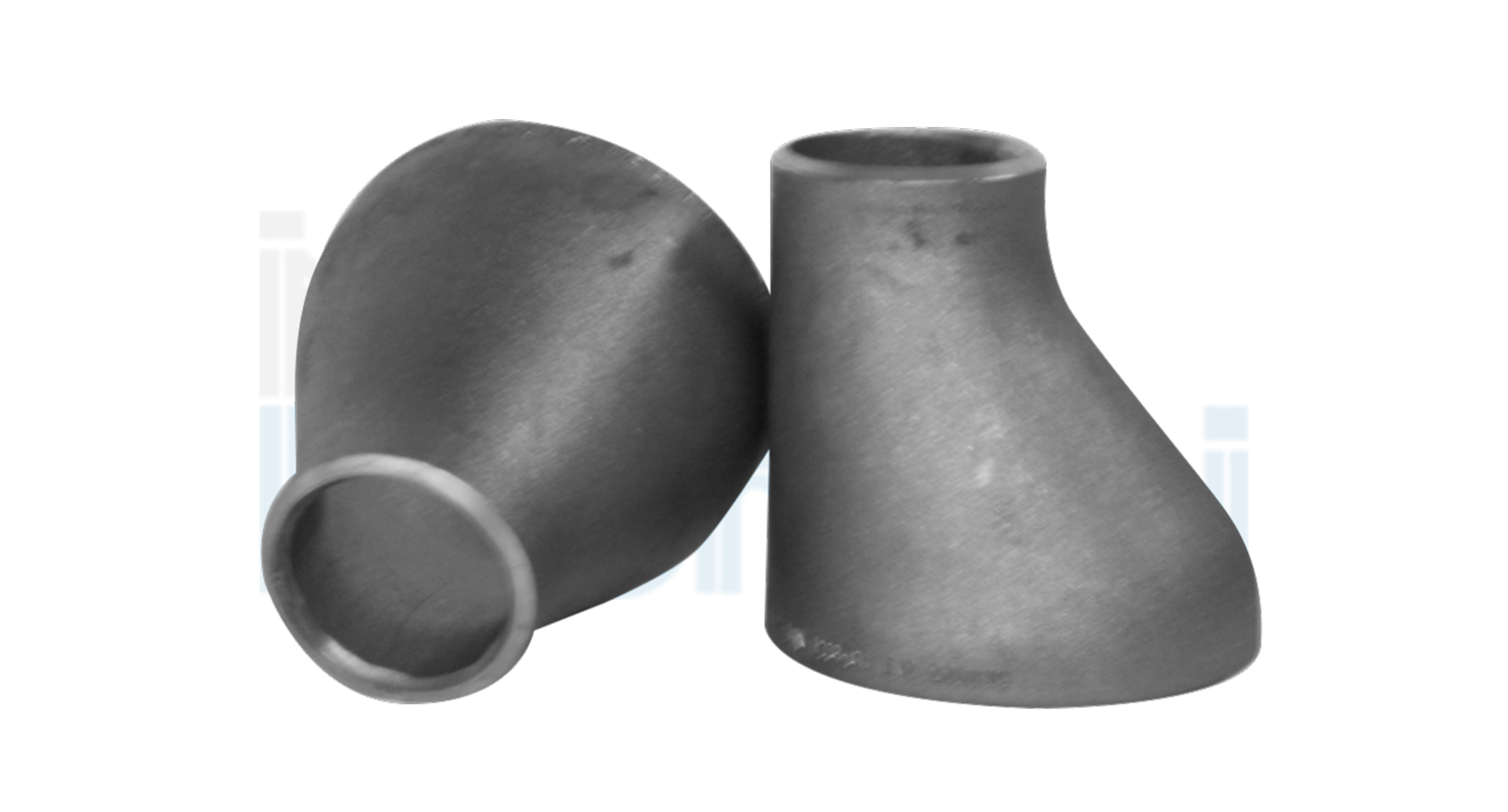
Sul catalogo per le
riduzioni eccentriche e riduzioni concentriche troviamo due normative di riferimento a cui si appoggia il mercato:
Lo standard che regola il mercato americano e quello anglosassone in generale è la ASME B16.9 in questa sezione troviamo sia raccordi inossidabili che in acciaio al carbonio. Le dimensioni massime sono di 16 pollici mentre quelle minime gestibili sono pari a 3/4 di pollice. In questo caso si fa riferimento a materiali omologhi a quelli citati in precedenza ma designati secondo la normativa americana.
Invece nel resto del mondo la regolamentazione è data dalla normativa EN 10253, le cui misure supportate sono definite in base al DN o diametro nominale che indica il diametro esterno del tubo e che può arrivare fino all’importante dimensione di 500mm arrivando fino a valori minimi di 10mm.
In entrambi i casi di dimensioni diametrali uguali possiamo trovare una gamma di spessori disponibili tra i più comuni, presenti anche nelle tubazioni che possono essere abbinate.
Ogni particolare ricordiamo che viene spedito corredato della certificazione EN10204 come minimo di livello 2.2 che su richiesta del cliente può essere innalzato con l’esecuzione di prove specifiche prima della spedizione concordate con il cliente.
Tecnolgia per la produzione di riduzioni eccentriche e riduzioni concentriche
Come riportato sul catalogo disponibile anche online molte di queste figure sono ricavate da tubo saldato o da lamiera, questo ci dice che le riduzioni eccentriche e riduzioni concentriche vengono ricavate partendo da un cilindro metallico o acquistato come il tubo oppure creato come nel caso in cui viene ricavato da lamiera.
La parte successiva contempla una operazione di deformazione plastica del materiale per dare la caratteristica forma al pezzo e questa può essere fatta in diversi modi: sia a caldo e in questo caso otteniamo un prodotto più duttile e non incrudito, sia a freddo processo che si predilige dove sia richiesta una maggiore resistenza allo snervamento.
Le lavorazioni principali utilizzate sono:
- Imbutitura a freddo, in cui utilizzando una pressa si deforma il materiale utilizzando uno stampo apposito
- Forgiatura a caldo, molto simile all’imbutitura ma fatta a caldo
Questi metodi di lavorazione sono particolarmente consolidati e sono il primo passo, vengono poi sempre eseguite lavorazioni meccaniche che servono per preparare le estremità del raccordo per il suo utilizzo finale. Infatti la maggior parte delle riduzioni eccentriche e riduzioni concentriche viene fornita già di bisello alle estremità per favorire le successive operazioni di saldatura.
I materiali utilizzati per le riduzioni eccentriche e riduzioni concentriche
Esistono due famiglie importanti di materiali utilizzati quando si va a parlare di raccorderia a saldare e quindi di riduzioni eccentriche e riduzioni concentriche, e sono gli acciai inossidabili e quelli al carbonio.
Quando parliamo di acciai inossidabili intendiamo quelle leghe a base di ferro, cromo e carbonio, che combinati anche con altri elementi come il nichel, il molibdeno, oppure il silicio ad esempio creano una combinazione in grado di contrastare la corrosione superficiale. Questo dovuto al fatto che la superfice genera uno strato sottile di ossido che si genera e soprattutto autorigenera in caso di danneggiamento se il materiale sta a contatto con ambienti ossidanti compresa la semplice aria.
Quelli utilizzati principalmente nella produzione di raccorderia a saldare sono della famiglia degli acciai austenitici che hanno in lega percentuali consistenti di cromo, il principale elemento che li rende inossidabili, ma anche di nichel e di molibdeno che lo rendono resistente alla corrosione di tipo intergranulare ma lo rendono anche meccanicamente resistente alle alte temperature.
I tipi di acciaio che vengono solitamente utilizzati sono:
-
AISI 304
- AISI 304L
-
AISI 316
- AISI 316L
Il suffisso L indica materiali con un minor contenuto di carbonio che di conseguenza hanno una migliore saldabilità.
Ma esistono anche gli acciai legati al carbonio, che permettono una scelta ancora maggiore nella realizzazione delle riduzioni eccentriche e riduzioni concentriche. Recentemente è stata aggiornata la normativa e gli acciai al carbonio sono designati in base a tre classi:
1. Acciai al carbonio da costruzione, vengono classificati principalmente in base alle caratteristiche meccaniche indicando il carico di snervamento nella sigla dell’acciaio stesso
2. Acciaio basso legati, nella cui sigla sono riportati il leganti principali e le relative percentuali
3. Acciai alto legati, la cui sigla è preceduta da un X e che come i precedenti riportano gli elementi in lega e le relative percentuali
Solitamente la scelta non viene fatta in questo campo in base alla classificazione ma al campi di impiego, troviamo quindi tre categorie principali a cui fare riferimento:
- Acciai ad alto snervamento, come ad esempio L290NB, L360NB
- Acciai resistenti alle alte temperature, come il P235GH, P265GH, 16Mo3
- Acciai resistenti alle basse temperature come per esempio il P265NL
Ma esistono anche materiali più generici tipici delle costruzioni meccaniche ordinarie.
Un’altra tecnologia produttiva per le riduzioni: la calandratura
Le riduzioni eccentriche e le riduzioni concentriche, come visto in precedenza, possono essere realizzate secondo varie metodologie produttive e processi deformativi, dall’imbutitura a freddo alla forgiatura a caldo. Un’altra possibilità è fornita dal processo di calandratura di lamiere opportunamente preparate e sagomate, ad esempio, tramite processi come la tranciatura. In cosa consiste? La calandratura è un metodo di produzione industriale di deformazione plastica che permette di trasformare fogli o lamiere di materiale in un prodotto. I componenti caratteristici di questo tipo di operazione sono le calandre, ovvero dei cilindri, generalmente due o più rulli con rotazione contraria l’uno rispetto all’altro e disposti con distanza e inclinazione corretta sulla base del prodotto che si vuole produrre. È importante settare correttamente i parametri principali, quale ad esempio la velocità di rotazione, non solo sulla base del materiale, ma anche per quanto riguarda la finitura superficiale desiderata.
I vantaggi di questo processo sono molteplici ma i principali sono dati dalla possibilità di ottenere spessori costanti, superfici piane e diversi tipi di finitura superficiale. Progettare correttamente sia il manufatto che il processo permette di ottenere riduzioni eccentriche e concentriche ottimi dal punto di vista qualitativo, mentre errori sia a monte che durante il processo produttivo possono andare a compromettere la corretta riuscita del prodotto finale.
L’utilizzo della saldatura TIG per la realizzazione delle riduzioni
La saldatura è un’operazione fondamentale per andare a congiungere i lembi del foglio metallico e consentire la realizzazione delle riduzioni, sia concentriche che eccentriche.
In particolare, assume importanza rilevante la saldatura TIG, acronimo di Tungsten Inert Gas, che, come dice il nome, è una saldatura con elettrodo infusibile in tungsteno realizzata sotto controllo di un gas inerte. Inoltre, può essere svolta con o senza materiale da apporto a seconda dell’applicazione e del caso specifico.
E’ un metodo di saldatura molto preciso ma che richiede un buon grado di preparazione da parte dell’operatore che è addetto a questa fase. Infatti, la precisione richiesta per seguire il cordone di saldatura e la coordinazione con l’eventuale materiale d’apporto devono essere svolti con tecnica.
I principali vantaggi sono:
- indipendenza dall’apporto termico della saldatura, contrariamente a quanto avviene con le saldature classiche;
- possibilità di automatizzazione del processo;
- possibilità di saldare piccoli spessori;
- realizzazione in qualsiasi posizione e inclinazione;
- possibilità di realizzare giunti continui o a punti;
- possibilità di utilizzo di materiale d’apporto per migliorare le caratteristiche.
D’altro canto, invece, ci possono essere difettologie dovute a:
- inclusioni di tungsteno nel bagno;
- mancanza localizzata di protezione da parte del gas;
- porosità, mancanze di fusione e cricche: ovvero, difetti classici di ciascun tipo di saldatura.